嵐山町web博物誌・第5巻「嵐山町の中世」
COLUMN
5.コラム:どのように鋳造は行われたか
鋳造工程の流れ
鋳造の仕組み
鋳造は大きく三つの工程に分かれます。
- 造型工程:製品となる鋳型の製作
- 熔解工程:原材料を溶かす溶解炉の製作及び設置/原材料の溶解及び鋳込み、
- 型ばらし・仕上げ工程:鋳込み後の冷却及び製品の取り出し(型ばらし)・仕上げ処理です。
鋳造の工程には原材料の鉄や銅、燃料である木炭、鋳型や溶解炉の製作に必要な砂や粘土などが必要となります。
- 工程
-
- 現代の鋳込み風景/川口市
-
 鈴木文吾氏(埼玉県立民俗文化センター提供)
鈴木文吾氏(埼玉県立民俗文化センター提供)
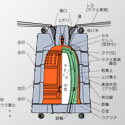
鋳型の構造・材料・作り方
鋳型は製品に併せて外型と中型(中子)をつくり、これを合わせたすき間に溶かした鉄や銅を流し込んでつくります。
梵鐘などの大形品の鋳型製作には引き型といわれる外型や中型を型どった回転板(引板〈ひきいた〉)を回して鋳型をつくります。小形品の場合は埋型(うめがた)といって木製の範型(はんがた)(モデル)をつくり、それに鋳型土を押しつけてつくることが多かったようです。
鋳型をつくる土は、真土(まね)と呼ばれる細かい砂と良質の粘土を混ぜ合わせた土を用います。鋳込みの際の膨張・収縮にあわせたり、ガスを抜けやすくするために、外側から内側になるにしたがって細かさの度合いを増やし、鋳込面は非常に細かい土(仕上げ真土)と呼ばれる土で平滑に仕上げました。
鋳型の作り方(梵鐘の場合)
- 『倉吉の鋳物師』・『鋳造技術の源流と歴史』(石野 享 原画を加工)
-
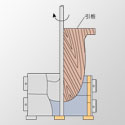
 1外型つくり
1外型つくり
梵鐘の表面にあたる外型をつくります。引き型または回し型という梵鐘の断面の形をした板(引板)に軸を付け、回転させながらかたちづくっていきます。鋳型の土(真土)は、外側は粗く、内側(梵鐘の表面)に近づくにつれて細かくなり、表面はていねいに仕上げられています。 撞座や乳の部分などはあらかじめ作ってあったものをはめ込み、外型を完成させます。 -

2中子つくり
梵鐘の内側にあたる中子をつくります。外型と同じように引板を回転させながらつくっていきます。 -
3乾燥・仕上げ
外型・中子とも炭火でよく乾燥させ、表面に仕上がりをよくするための黒味(くろみ)(黒鉛粉を粘土水でといたもの)を塗り、再び乾燥させます。 -
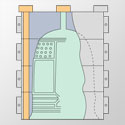
 4鋳型の組み立て
4鋳型の組み立て
鋳込み土坑(鋳造土坑)に掛け木、定盤を設置して、その上に外型と中子の間隔が均一になるように鋳型を設置します。